 Lean Manufacturing is a unique perspective on successful manufacturing that has had a huge impact on the 20th and 21st century.
Lean Manufacturing is a unique perspective on successful manufacturing that has had a huge impact on the 20th and 21st century.
What you’ll learn is that lean practitioners are focused on creating more value for your customers with fewer resources.
Part 1 of this chapter is a review of the History of Lean, and the 5 Principles of the Lean Production System.
The history of lean starts with Henry Ford but really the credit to today’s lean tools and techniques goes to Toyota and it’s leaders.
Many of the core tools within Lean are used to improve the value creating processes to provide value while removing non-value adding activities (waste).
Part 2 of this chapter includes a review of the 8 Major Lean Tools used within the lean management system:
- The 8 Deadly Wastes (Muda)
- 5S
- The Value Stream Map
- Kanban
- Visual Control
- Standard Work
- Takt Time
- Single Minute Exchange of Die (SMED)
- Overall Equipment Effectiveness
We then wrap up the chapter quickly in Part 3, which is a glossary of other lean topics, tools and techniques that you might run across.
An Easy Starter Quiz
Hey before you invest of time reading this chapter, try the starter quiz.
[WpProQuiz 78]
If you do really well, then you head down to the final quiz at the bottom.
Part 1 – History of Lean and the 5 Core Principles of Lean
Okay, let’s jump into Part 1 on Lean Manufacturing with a brief history of lean, and the 5 core principles of Lean.
This section will lay the foundation for Part 2 – The 8 Major Tools of Lean.
Brief History of Lean
The Lean Production System was popularized in 1990 by The Machine That Changed the World where MIT Researchers Jim Womack, Dan Jones and Dan Roos published their groundbreaking research into the successful practices being used at Toyota that was leading to massive success for the Japanese automaker.
In this research, Womack and team highlighted the unique approach of the Toyota Production System to achieve astonishing levels of success in the automotive industry, far outpacing the competition(GM, Ford, etc).
While the term LEAN was new to the world, the principles of lean were not new.
In fact, lean manufacturing began in the early 1900’s with Henry Ford and the techniques that were pioneered at the Highland Park, Michigan Plant where the Model T was produced.
Here, Henry Ford introduced the idea of a flowing production process with the moving assembly line, and the successful usage of interchangeable parts with standard work to define the entire production process.
After World War II, Toyota engineers Kiichiro Toyoda and Taiichi Ohno came to the U.S. to tour the U.S. auto factors to learn from Henry Ford.
Ohno and his team created many of the lean tools discussed here, including the 7 deadly wastes, Kanban systems and others which will be discussed below.
Ohno took many of Fords original concepts (Pull, Flow, and JIT Inventory), and combined them with the wisdom of other Quality Guru’s like W. Edwards Deming to create what is known today as the “Toyota Way” or as it’s known in Toyota as the Toyota Production System.
The Toyota Way, published in 2001 and authored by Jeffery Liker was another major contributor to the lean world as it again highlighted the core concepts within Toyota and the Toyota Production System.
This in-depth study of Toyota highlighted the two core principles at Toyota: Continuous Improvement and Respect for People.
Not much needs to be said about Continuous Improvement, and this topic will be discussed ad nauseum below.
The other guiding principle that needs to be discussed is Respect for People.
An organization cannot fully embrace lean without a deep respect for people. This includes respect for a company’s customers, their employees and society as a whole.
Fundamentally, lean is a people first approach to manufacturing. It is people who drive continuous improvement, and it is people who own and execute the tools within lean. Without a deep respect for people, lean simply falls apart.
The 5 Core Principles of Lean
Womack and Jones expanded on The Machine That Changed the World with their 1996 book Lean Thinking where they created the 5 Core Principles of Lean Production:
- Identify Value
- Map the Value Stream
- Create Flow
- Establish Pull
- Seek Perfection

Let’s review each of these 5 core principles now, as they truly lay the foundation for many of the tools below.
Core Principle #1 – Value
The first core principle of Lean is to identify the value for the customer.
Value is inherently defined by the customer. A feature or characteristic of your product is not valuable unless the customer is willing to pay for it.
Therefore, the first step in lean thinking is to define value in the eyes of the customer.
The price of your product is based on the value you provide and what the customer is willing to pay. This ultimately determines the cost you can charge for your product. Organizations can then focus on eliminating waste to improve their profit margins.
Understanding what your customer finds valuable allows you to identify and eliminate waste in your product or process.
Core Principle #2 – The Value Stream
Once you understand the value associated with your product, process or service, you must then work to understand the value stream.
The Value Stream is the sum total of the entire lifecycle of your product from raw material all the way to final consumption and disposal by the customer.
Focusing on the entire Value stream ensures that you are able to achieve maximum value and eliminate waste. This big picture perspective ensures that every step in the process is examined for waste.
Below we will discuss a tool called the Value Stream Map that accomplishes this very task.
Core Principle #3 – Flow
The 3rd core principle of Lean is that value should flow through the value stream without delay or interruption.
Flow is achieved when lean practitioners are able to sync all steps in the production process in pursuit of a JIT (Just In Time) manufacturing.
Achieving a smooth, consistent flow is the key driver of many Lean tools including Takt Time, SMED, Kanban and JIT.
Core Principle #4 – Pull
The 4th core principle of lean is that value should be pulled through the value stream at the demand of the customer.
Building product before the customer demands it (buys it) is a form of over-production (Waste) that results in other forms of waste in Inventory, and can disrupt the flow of material through the production process.
Therefore, in a truly lean production system, nothing is produced until the customer (internal or external) pulls it through the system.
This Pull System should consist of a continuously flowing process where materials move through the value stream at the rate equal to the customer demand (Takt Time) in a smooth and uninterrupted sequence.
The Pull System is the opposite of a push system where materials are produced to a forecast and are held as inventory (waste of inventory) until they are needed.
Value can be pulled through a system using lean tools like a Kanban, which will be discussed below.
Core Principle #5 – Continuous Improvement
The 5th and final principle of the Lean Production System is to continuously improve toward perfection.
This core principle is why Lean Manufacturing is synonymous with Continuous Improvement and most lean practitioners are very familiar with the tools of Kaizen, 7 QC Tools, and other Continuous Improvement Methodologies.
Part 2 – The 8 Major Lean Tools
Okay, let’s switch gears and review the following 8 major Lean Tools which are meant to achieve the 5 core lean principles:
- The 8 Deadly Wastes (Muda)
- 5S
- The Value Stream Map
- Kanban
- Visual Control
- Standard Work
- Takt Time
- Single Minute Exchange of Die (SMED)
- Overall Equipment Effectiveness
8 Wastes (Muda) in Lean
Perhaps the biggest miss-conception about lean is that lean is all about Waste.
This is not true, lean is about value, but waste is the opposite of value, which is why many lean practitioners focus heavily on the identification and elimination of waste.
As lean originated in Japan as part of the Toyota Production System, waste is commonly called by its original Japanese name, Muda.
Muda (Waste) is defined as any activity that consumes resources but creates no value for the customer.
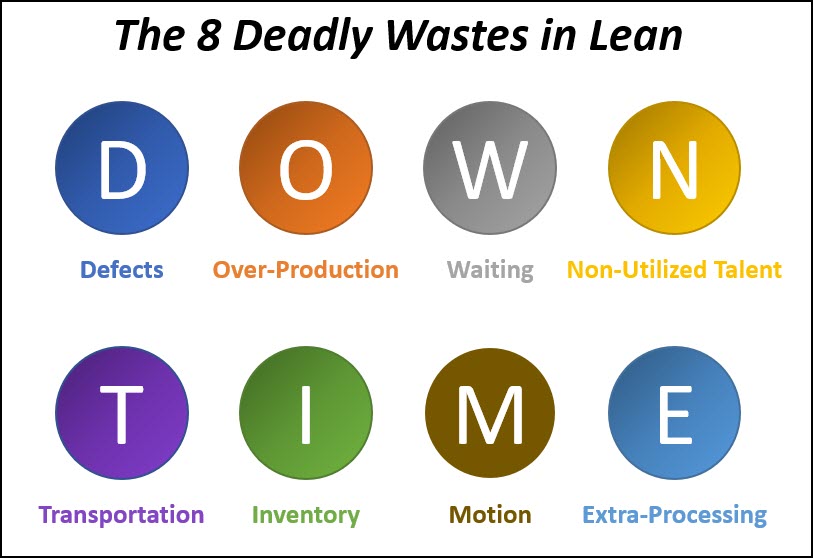
Taiichi Ohno defined the 7 Deadly wastes in his work with Toyota, and since then an 8th waste has been added, the waste of non-utilized talent.
To remember the 8 forms of waste All you have to do is remember DOWNTIME.
Defects
Products that don’t meet the customers needs or function as intended are clearly a form a waste. Building a unit that doesn’t meet specification is clearly a waste of your time, effort, resources and material.
Similarly, products that require rework because they were not produced correctly the first time are a form of waste. Tools like Poka-yoke, Jidoka, standard work and root cause analysis can be used to reduce or eliminate defects.
Over-Production
Over-production is defined as the production of material before it is needed.
Over-production is often considered the worst form of waste because it leads to other forms of waste including inventory, motion, transportation, etc.
The waste of over-production is often remedied by a pull system like a Kanban that ensures value only flows at the pull of the customer (Takt Time), or a SMED project to reduce setup times to allow for small batch sizes (or single piece flow).
Waiting
The waste of waiting occurs when production assets are forced to wait due to poor flow or any other issues within the value stream.
Anytime a resource must wait due to an unbalanced or out-of-sync process, the production flow is interrupted and the waste of waiting occurs resulting in lost productivity and the inability to meet the customer demand.
Using standardized work can improve the consistency of flow and time are achieved for each step to reduce the waste of waiting. SMED projects can also be used to improve change-over times and reduce the waste of waiting.
Non-Utilized Talent
An organizations biggest resource is its human resource. When people’s talents go under-utilized, the organizations biggest asset goes under-utilized.
This is the newest and 8th form of waste, which is the waste of non-utilized talent. This goes back to the concept of lean being fundamentally a people process.
This form of waste is address through the engagement of all associates in continuous improvement and the development of people through skill building and training.
Transportation
Remember, value is something that a customer is willing to pay for.
When we think about things like transportation from that perspective it’s easy to see why transportation is a form of waste.
Customers don’t care that you need to move material from one side of the country to another, or from one warehouse to another, or from one side of your production floor to another.
This is why the unnecessary transportation of materials is considered waste – because the customers are not interested in paying for it.
Certainly, some transportation will always be necessary, but any unnecessary transportation is simply waste.
The tool of value stream mapping can highlight the waste of transportation, and the placement of equipment and manufacturing locations near each other can eliminate the waste of transportation.
Inventory
The waste of inventory is any material that are not needed to support the immediate production need of meeting the demand of the customer.
Similar to transportation, customers don’t care about inventory – especially inventory that’s not needed to fill a customer need. This could include inventory of raw materials, supplies or finished goods.
Inventory always requires extra space, extra transportation and extra effort to manage which is why having any unnecessary amounts of inventory is wasteful.
Kanban systems are often used to control inventories and ensure they are appropriately sized.
Motion
Transportation is the waste associated with the unnecessary movement of materials.
The human analogy to this is the waste of motion which is the unnecessary movement of people that does not add any value.
Excess motion can also increase the risk of a safety issue for employees if they’re required to travel unnecessary distances, lift heavy objects, bend awkwardly reach to far or repeat motions unnecessarily. Making this waste even nastier.
Tools like 5S can ensure that your work-place is organized to eliminate unnecessary motion.
Also, a spaghetti diagram can be used to explore the motion within a production process to identify excess motion, and allow for the re-arrangement of a production process of improved flow.
Extra-Processing
Extra-processing, also commonly called over-processing is the waste that occurs when you put in more effort, time or work into a production step than what is needed.
This might include grinding, polishing and painting a component that your customer would simply be okay just grinding.
This might also look like a 200% visual inspection because your process isn’t capable of reliably producing good parts.
5S
While waste is often the #1 focus of lean practitioners, 5S is often the most utilized tool within Lean.
5S is a workplace organization tool meant to organize, clean and standardize a workplace.
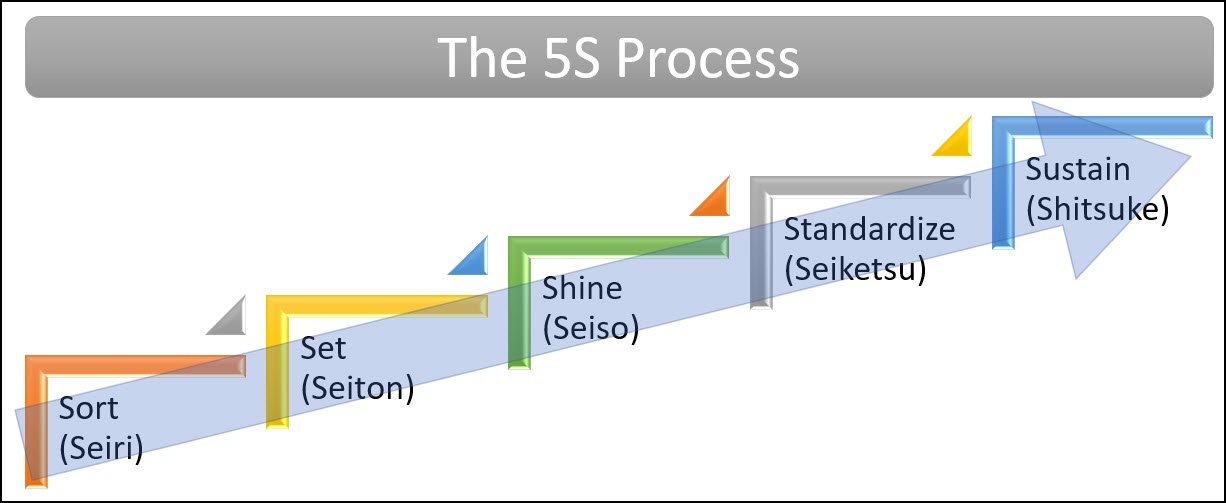
There are 5 S’s within 5S, which define the 5-step process to the 5S tool, these include:
- Seiri (Sort) – Eliminate that which is not needed
- Seiton (Set) – Organize the remaining Items near point of use for ease of use
- Seiso (Shine) – Clean and inspect the work area
- Seiketsu (Standardize) – Create standards for previous 3 steps to ensure daily activity
- Shitsuke (Sustain) – Regularly apply the 5S standards above
Having an organized workplace is often the first step in identifying and eliminating many of the 8 deadly wastes – particularly motion, waiting and transportation. In addition to making waste visible, 5S results in an organized, uncluttered, safe work environment.
In fact, 5S has proven itself as such a useful tool to improve safety that 5S is often called 6S with the last S being a focus on safety.
5S is a great example of a visual control tool. Many 5S practitioners will utilize shadow boards, signal, floor tape and other tools to standardize the work and sustain the 5S program.
The Value Stream Map (VSM)
What is a Value Stream Map
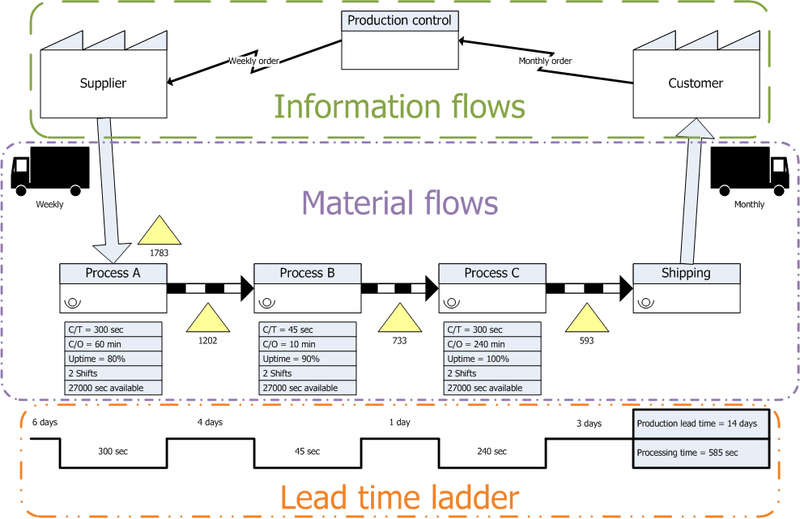
A VSM is a unique type of process flow diagram used to visually map the entire value stream of a product from start to finish.
The VSM is a lean tool to document, analyze, communicate, and improve the end-to-end value stream associated with a product or service.
Below is an example of a value stream showing material traveling from the supplier, through the manufacturing process all the way to the distribution to the customer.
Creation a Value Stream Map
A value stream should not only convey the flow of value, but should also include the flow of information, data about each step in the process and inventory levels throughout the process.
Value Stream Maps are often created as part of the initial phase of a Kaizen Blitz in order to get alignment of the Value Stream and identify opportunities for rapid improvement.
Also, going to the GEMBA is an important part of creating an accurate VSM. Oftentimes there are important differences between how a process Is believed to be occurring, and how it’s actually occurring.
A VSM should be created by a cross-functional team of subject matter experts who know the process best. This should often include the front-line folks who execute the process on a day-to-day basis.
The VSM can be used to document the current state, but can also be used to map out the future state of the value stream.
Analysis of a Value Stream Map
Analysis of the current state should be conducted to identify waste, or opportunities to improve flow.
The value stream can also be used to identify bottlenecks in the production process.
The analysis of a value stream can also identify the necessary inventory levels needed to support the process. This can lead to a right-sized kanban system between upstream and downstream processes, or with vendors of raw material.
Analysis of a value stream should also focus on identifying unnecessary or non-value added steps in the process.
A non-value added activity is any activity that consumes resources but adds no value to the product or service. Some activities are non-value added but required, such as an inspection of product. These activities cannot be easily eliminated.
Kanban
During the development of the Toyota Production System, Toyota engineers like Taiichi Ohno visited the U.S. and visited a supermarket, which was the inspiration for the modern day kanban.
Ohno noticed that the supermarkets were able to keep their shelves stocked by replenishing empty locations with inventory from the back of the supermarket, and then only re-ordering material that has been consumed.
This was able to keep the shelves stocked while also keeping inventory low and the food on the shelf fresh.
Ohno and others wanted to emulate this approach within Toyota to ensure they only produced items that were consumed by downstream items.
To accomplish this, Ohno created kanbans to indicate when a “shelf” in the supermarket is empty as a sign to the upstream process to produce the needed item.
The word Kanban (pronounced kahn-bahn) translates into English as a signboard or signal, and it is used to communicate the need to start or stop producing an item.
The Kanban is used to create a pull system to ensure production only occurs at the pull of the customer.
The method of a kanban ensures material is only produced when it’s needed and thus limits inventory and ensure that value is pulled through a system instead of pushed.
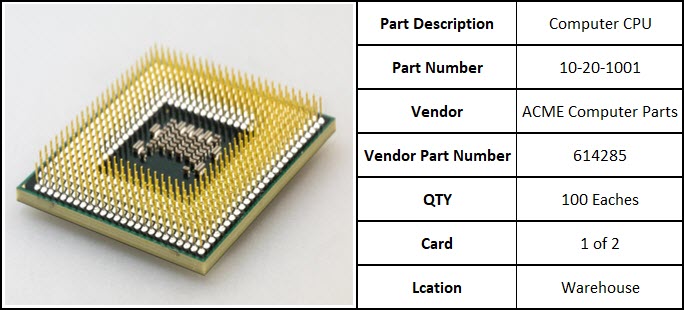
Kanbans are always facilitated by a visual signal – this is often a cart, bin or kanban card which all serve to communicate that production of a particular item must occur.
Additionally, because a kanban system limits inventory, if there are any issues that interrupt the flow of material, these issues will be quickly identified as opportunities for improvement (kaizen).
As processes are improved, kanban inventory levels can be reduced to further eliminate waste in order to achieve single piece flow.
This leads us to our next lean tool, which is that of visual control.
Visual Control
Visual controls, indicators or displays used throughout many typical lean manufacturing operations which are meant to facilitate communication and also make it easier to identify abnormalities in the process.
Visual Control makes problems visible, and problems become opportunities for improvement.
Production boards are an example of a visual control where key metrics are tracked on a daily, weekly or even an hourly basis to determine if a production process is operating appropriately.
This might include safety metrics, quality metrics, productivity metrics, equipment metrics (downtime, uptime, availability, etc), or standard work metrics.
5S is a form of visual control where the location of tools, inventory and equipment is often specified using signage, tape or shadow boards.
Standard Work
Taiichi Ohno once said – “Without standard Work, there is no kaizen (good changes)”.
Standard work is a living document that represents the best, safety, most effective and efficient method for conducting an activity or executing a process.
Standard Work defines the Current State of a process and should be created and owned by the people who do the work.
Standard work should describe the Who, What, When, Where, How and Why associated with the process. Standard Work is a precise description of each work activity, specifying cycle time, takt time, the work sequence of specific tasks and the minimum inventory of parts needed to conduct the activity.
Standard Work is similar to Work Instructions discussed about in Documentation of the Quality System and The Product & Process Control Tools which are the detailed “How – To” instructions that describe the specific actions required to execute a process the right way.
In order for standard work to be effective, it must be actively managed, frequently discussed and constantly improved. Standard work benefits from a healthy usage of pictures and or videos.
Similarly, to maximize effectivity, standard work should always be displayed at the workplace and available to the folks doing the work.
Having standard work shortens the training cycle for new employees, and creates a standard against which improvements can be made. Standard work also reduces variation in the quality of the process, and the cycle time of the process.
Like Ohno said, having Standard Work for a process creates a foundation for improvement and consistency.
Standard work is used to both eliminate the waste of not performing a task correctly, but also ensures waste does not creep back into the process due to a lack of a documented standard.
 Takt Time
Takt Time
Another concept from the Toyota production system is that of Takt Time.
Takt Time is defined as a time element equal to the demand rate from the customer.
The word Takt is German and translates to Baton, which is used by an orchestrator conductor to provide the rhythm of the song.
Similarly, the takt time provides the rhythm or heartbeat of the production process.

Let’s do an example. Let’s say you work a single 10-hour shift every day, and after breaks/lunches, you have 8.5 available production hours each day.
Similarly, your customer demand is 4,000 units per day. What is the Takt Time?

This takt time value can be interpreted as – we must produce a single unit every 7.65 seconds to meet customer demand.
Knowing the Takt time provides a simple method for pacing production, which is how a smoothly flowing process is achieved
Takt time is often confused with cycle time.
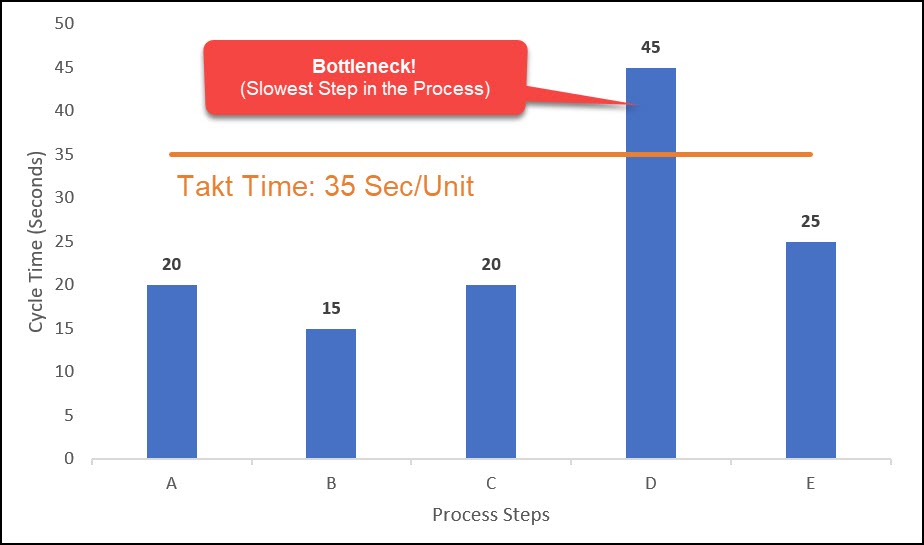
Cycle Time is the time required to complete one cycle of an operation. Cycle time and takt time are related. To keep up with production demand, the worst-case cycle time of each step in the process must be less than or equal to takt.
We discussed this in the last section within the Theory of Constraints, where we analyzed the cycle time of each step in the process against the takt time.
In this example the takt time is 35 seconds per unit, which means that a single unit must be completed every 35 seconds. Then the cycle time of each step in the process can be measured and compared against the Takt time.
To meet customer demand, your cycle time must be lower than your takt time.
Single Minute Exchange of Die (SMED)
One common problem that many manufacturers have, especially those who are focused on delivering only the value that the customer needs, is that oftentimes our equipment must be changed over from one product type to another.
These change-overs can be long, time consuming events, that reduce the production capacity and cause disruptions in the flow of our value stream.
To address this common problem, an industrial engineer working with Toyota Shigeo Shingo developed the SMED technique.
SMED, or single minute exchange of dies is a technique for studying and reducing the time required to change over a machine.
In the traditional manufacturing approach (not lean), most folks tend to address the problem of a long change-over by increasing the lot size and increase the run time for a given configuration.
This approach often results in the waste of over-production and inventory, and often require that you use a PUSH mentality, not a PULL mentality.
Lean practitioners take a different approach – which is to improve the change-over process.
Implementing SMED always results in a less equipment downtime (waste of waiting), and allows for an organization to remain flexible to changing customer demand.
The perfect representation of SMED is the classic Pit Stop.
- The average person can change out a tire in 15 minutes
- The average pit stop in professional racing is less than 15 seconds
Step 1 in SMED – Study the Process
Like almost any other improvement activity, SMED starts with an in-depth study of the change-over process.
This requires going to the GEMBA and understanding the detailed steps in the change-over process and the time associated with each activity.
This is the current state of the process and should lay the foundation for the standard work associated with the change-over process.
Step 2 in SMED – Categories the Activities
Within SMED, activities can be categorized as Internal or External.
Internal activities in SMED are conducted while the machine being changed over is down.
External activities in SMED are conducted while the machine is still in operation. External activities don’t contribute to the overall downtime associated with the change-over. Thus, our focus will be on the internal activities associated with the process.
Step 3 in SMED – Simplify, Standardize and Reduce Waste
Once we’ve studied the process it is now time to eliminate any non-value added waste in the process, and begin creating the future state Standardized Work associated with the change over process.
Simplifying and re-arranging process steps can also add value here. To do this, you can use sticky notes when studying the process to allow you to re-arrange process steps to improve efficiency.
Step 4 in SMED – Convert from Internal to External
The next step in SMED is to attempt to convert internal activities into external activities.
This means conducting as much of the change-over process before the equipment is stopped, or after it is started up again. Some common tasks that can be converted to external include:
- gathering the tools/material needed
- performing material inspections
- performing any cleaning activities
Part 3 – Other Lean Tools & Terms (Glossary)
A3 – A problem solving technique, and a common size of paper (11’ x 17’), typically using the PDCA or DMAIC process to facilitate the problem-solving process.
Catchball – a collaboration technique where ideas are tossed around from one person to another to collect input, feedback and action.
Gemba – the place where the work is done – or the place where value is created.
Gemba Walk – an activity where leaders go to the Gemba to view the work, identify waste, understand the process, solve problems or make improvements. This promotes a deep and thorough understanding of the process, through first-hand observation and by talking with plant floor employees.
Heijunka: Production Smoothing, Production Leveling or Level Scheduling. This is a form of production planning that ensures level production of the various product variants or “Mix” of products within the same process.
Hoshin Kanri – translates to Policy Deployment which is a strategic management activity where goals/objectives are aligned and cascaded throughout an organization.
Jidoka – Automation with a human touch, is a philosophy on machine design to partially automate the manufacturing process, and to automatically stop when defects are detected.
Mura – Unevenness in the production process (form of Waste)
Muri – Overburdening of production assets
Poka-yoke – a mistake proofing device or procedure to prevent or detect errors.
TPM (Total Productive Maintenance) – A holistic approach to equipment maintenance that focuses on proactive and preventative maintenance to maximize the operational time of equipment.
Conclusion
Part 1 of this chapter is a review of the History of Lean, and the 5 Principles of the Lean Production System.
Lean Manufacturing had many of its originals in Henry’s Fords Highland Park, Michigan Plant where the Model T was produced.
Lean was matured and mastered within the Toyota Production System under the guidance of Kiichiro Toyoda and Taiichi Ohno.
The concepts of Lean were introduced to the world by Jim Womack, Dan and Jones in their groundbreaking works The Machine That Changed The World and Lean Thinking.
Womack and Jones defined the 5 Principles of Lean Thinking
- Identify Value – Value is defined by the customer
- Map the Value Stream – an understanding of the entire value stream is needed to deliver value
- Create Flow – Value should flow through the value stream
- Establish Pull – value should be pulled through the value stream at the demand of the customer
- Seek Perfection – lean thinkers must seek perfection through continuous improvement
Part 2 of this chapter includes a review of the 8 Major Lean Tools used within the lean management system:
The first tool in this section is the 8 Deadly Wastes (Muda) – Remember DOWNTIME.
- Defects – A unit that doesn’t meet specifications and must be scrapped or reworked is waste.
- Over-Production – the production of material before it is needed.
- Waiting – when assets are forced to wait due to poor flow or any other issues within the value stream.
- Non-Utilized Talent – When people’s talents go under-developed or under-utilized.
- Transportation – Unnecessary movement of materials through the value stream.
- Inventory – Unnecessary inventory that’s not required to meet the customers demand.
- Motion – Unnecessary movement of people within the operation.
- Extra-Processing – Unnecessary processing or production of parts that the customer does not value.
5S is a workplace organization tool meant to organize, clean and standardize a workplace.
- Seiri (Sort) – Eliminate that which is not needed
- Seiton (Set) – Organize the remaining Items near point of use for ease of use
- Seiso (Shine) – Clean and inspect the work area
- Seiketsu (Standardize) – Create standards for previous 3 steps to ensure daily activity
- Shitsuke (Sustain) – Regularly apply the 5S standards above
The Value Stream Map is a lean tool to document, analyze, communicate, and improve the end-to-end value stream associated with a product or service.
Kanban translates to signboard or signal and are a tool to create a pull system to communicate the need to start or stop producing an item, and ensure production only occurs at the pull of the customer.
A Visual Control is any indicators or displays used throughout the lean manufacturing operation meant to facilitate communication and also make it easier to identify abnormalities in the process.
Standard Work is a living document that represents the best, safety, most effective and efficient method for conducting an activity or executing a process. Standard Work defines the Current State of a process and should be created and owned by the people who do the work.
Takt Time is defined as a time element equal to the demand rate from the customer. Takt provides a simple method for pacing production, which is how a smoothly flowing process is achieved.
Single Minute Exchange of Die (SMED) is a technique for studying and reducing the time required to change over a machine.
We then wrapped up the chapter in Part 3, which is a glossary of other lean topics, tools and techniques.
The Final Quiz
[WpProQuiz 79]